
Produits
Nouveaux produits





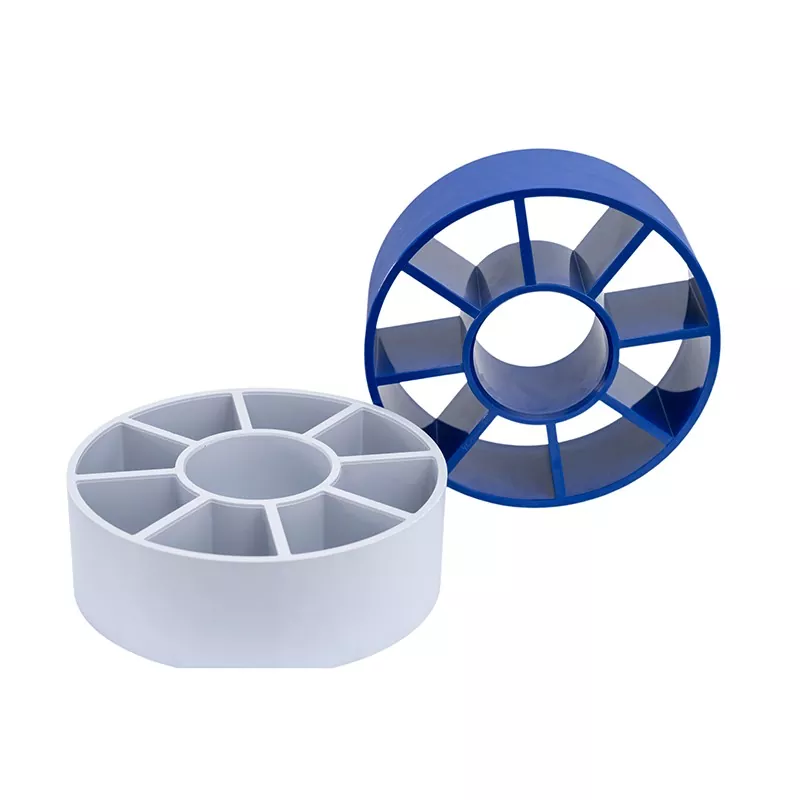

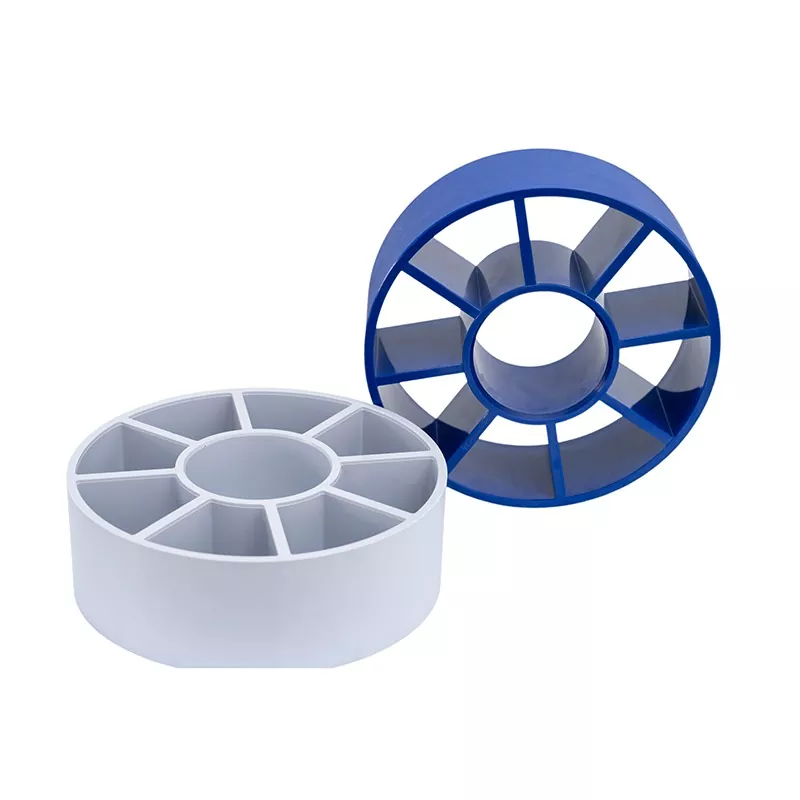
Bobine ABS double couche ID 3 pouces OD 8 pouces
Hongkai Plastic a consacré de nombreuses années à la R&D et à la fabrication de bobines ABS double couche ID 3 pouces OD 8 pouces. Utilisant comme noyau des matériaux modifiés en ABS renforcés de fibres de verre, l'entreprise emploie des formulations à faible retrait (≤0,3 %) et à haute résistance à la chaleur (stable à 120 °C) pour atteindre une précision de pointe : rondeur ≤0,05 mm et rectitude ≤0,1 mm. Cela résout efficacement les problèmes d'enroulement et d'affaissement des séparateurs, augmentant ainsi les taux de rendement des batteries des clients de plus de 5 %. Nous détenons la certification du système de gestion de la qualité ISO 9001 et les rapports de tests environnementaux SGS. Nos produits passent la validation en environnement extrême de -40°C à 120°C avec une durée de vie supérieure à 5 ans, réduisant considérablement les coûts globaux des clients.
envoyer une demande
Description du produit
Chine ID 3 pouces OD 8 pouces Bobine ABS double couche par l'usine Hongkai Plastic, le processus de production des noyaux de bobine ABS diffère de celui des tubes ABS. Il n'est pas entièrement réalisé par moulage direct ou par un seul processus de moulage par injection, mais combine plutôt le moulage par extrusion avec la technologie de façonnage des moules : Premièrement, le traitement des matières premières implique le séchage de la résine ABS dans un four à 70-80°C pendant 4 heures, en contrôlant strictement la teneur en humidité à ≤0,1 % pour éviter les bulles ou la dégradation du matériau pendant le traitement ; Ensuite, la plastification et l'extrusion se produisent via une extrudeuse monovis, chauffant l'ABS jusqu'à l'état fondu. Les températures sont contrôlées comme suit : 150-165°C dans la section d'alimentation, 165-180°C dans la section de plastification et 170-180°C dans la section d'homogénéisation. Parallèlement, le rapport longueur/diamètre de la vis est maintenu à 12-18:1 et un taux de compression de 3-4:1 pour obtenir une plastification uniforme et former une ébauche de tuyau continue. Le flan est ensuite façonné à l'aide d'un moule spécialement conçu et maintenu à 175-190°C. Sa forme finale est conférée directement par une structure de rainure octogonale triangulaire-externe interne. Après avoir traversé le moule de façonnage, l'ébauche de tuyau entre dans un réservoir d'eau de 25 cm de long pour être refroidie et prise. avec une température de l'eau contrôlée à 20-30°C pour solidifier la structure et minimiser la déformation. Les tubes refroidis sont ensuite tirés par une machine de traction vers une machine de découpe, où ils sont automatiquement découpés aux dimensions prédéfinies pour la production finale. Ce processus offre des avantages significatifs : en termes de précision structurelle, le formage du moule crée des structures triangulaires internes et octogonales externes complexes en une seule étape, éliminant ainsi les erreurs de traitement ultérieures. Les tolérances dimensionnelles sont strictement contrôlées à ± 0,1 mm, ce qui le rend particulièrement adapté aux applications de haute précision telles que les bobines de séparation de batteries au lithium, garantissant la planéité et la stabilité de l'enroulement. En termes d'efficacité et de coût de production, l'extrusion permet une production continue avec une seule ligne atteignant une production quotidienne de 500 à 1 000 mètres, ce qui la rend parfaitement adaptée aux commandes à grande échelle. Après amortissement des coûts de moulage, les coûts unitaires sont réduits de 40 à 60 % par rapport au traitement des métaux, offrant ainsi une rentabilité exceptionnelle. En ce qui concerne l'adaptabilité des matériaux, la résine ABS offre une excellente résistance chimique, un brillant de surface et une fluidité de traitement, ce qui en fait un matériau idéal pour les tubes carottés. La résistance peut être encore améliorée grâce à des modifications telles que le renforcement en fibre de verre pour répondre à diverses exigences de charge.
Les paramètres structurels fondamentaux de la bobine ABS double couche ID 3 pouces OD 8 pouces sont méticuleusement conçus pour répondre aux exigences industrielles haut de gamme : son diamètre de tube intérieur de trois pouces sert de dimension centrale pour la structure de support interne du cylindre central, ayant un impact direct sur l'utilisation de l'espace interne. Par exemple, dans les processus d'enroulement de séparateur de batterie au lithium, ce diamètre intérieur doit correspondre précisément au système de contrôle de tension de l'enroulement du séparateur pour garantir la planéité de l'enroulement. Le diamètre intérieur de 8 pouces du tube extérieur détermine la capacité de charge globale du noyau. Combinée à une épaisseur de paroi de 6 mm, cette conception optimise l'utilisation des matériaux tout en garantissant l'intégrité structurelle. Ce produit présente une résistance thermique exceptionnelle, supportant des tests dans des environnements extrêmes de -40°C à 120°C, ce qui le rend particulièrement adapté aux processus de durcissement à haute température dans la production de batteries au lithium. L'utilisation d'une formulation à faible retrait améliore considérablement la stabilité dimensionnelle, prolongeant la durée de vie au-delà de cinq ans et réduisant efficacement les coûts de remplacement des équipements des clients. En ce qui concerne les performances environnementales, l'arbre central en ABS a passé avec succès les tests SGS faisant autorité, répondant pleinement aux exigences strictes de recyclabilité des matériaux du nouveau secteur énergétique. Sa finition de surface répond aux normes de pointe de l'industrie, avec une rugosité de surface centrale Ra contrôlée à ≤0,8 μm. Pour les applications haut de gamme exigeant ≤0,5 μm, cet usinage de précision réduit considérablement la résistance au frottement lors de l'enroulement du séparateur, minimise la génération d'électricité statique et empêche la contamination du séparateur ou les rayures de surface. Par conséquent, les taux de rendement des batteries s’améliorent de plus de 5 %. Cette qualité de surface est obtenue grâce à un équipement d'extrusion calibré sous vide et à 12 processus de contrôle qualité rigoureux, soutenus par une traçabilité numérique complète du processus. Notamment, la précision d'usinage du tube central a un impact direct sur les performances de la batterie : sa précision dimensionnelle garantit la cohérence de la résistance interne de la batterie dans une plage de variation de 15 à 20 %. De plus, après 1 000 cycles de charge-décharge, il améliore la rétention de la capacité de la batterie de 5 à 8 %, offrant ainsi une garantie essentielle pour la fiabilité à long terme des batteries électriques.


Balises actives: ID 3 pouces OD 8 pouces Usine de bobine ABS double couche
Catégorie associée
Noyau en plastique
Bobines de noyau ABS
Bouchons d'extrémité en plastique
Tube transparent
Tube en nylon
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.



